
शार्प-पॉइंट स्क्रू मशीन स्क्रूसारखेच असतात, परंतु स्क्रूवरील धागा हा स्व-टॅपिंग स्क्रूसाठी एक विशेष धागा असतो.एकच तुकडा तयार करण्यासाठी दोन पातळ धातूचे घटक एकत्र बांधण्यासाठी याचा वापर केला जातो आणि घटकांमध्ये लहान छिद्रे आधीच तयार करणे आवश्यक आहे.या स्क्रूच्या उच्च कडकपणामुळे, ते थेट घटकाच्या छिद्रामध्ये स्क्रू केले जाऊ शकते, ज्यामुळे घटकामध्ये एक प्रतिसादात्मक अंतर्गत धागा तयार होतो.या प्रकारचे कनेक्शन तयार करणे देखील एक काढता येण्याजोगे कनेक्शन आहे.


स्पाइक-टेल स्क्रूसाठी तयार करण्याच्या प्रक्रियेचा किंवा उत्पादन प्रक्रियेचा पहिला भाग म्हणजे कॉइलिंग प्रक्रिया.कच्चा माल उत्पादकाने खरेदी केलेली मूळ कॉइल्स ही प्रक्रिया आहे.कॉइलच्या मुख्य पॅरामीटर्समध्ये हे समाविष्ट आहे: ए, ब्रँड बी, नाव सी, स्पेसिफिकेशन डी, मटेरियल ई, फर्नेस नंबर किंवा बॅच नंबर एफ, प्रमाण किंवा वजन.कार्बन स्टील कॉइलची मुख्य रासायनिक रचना आहेतः C, Mn, P, S, Si, Cu, Al, ज्यामध्ये Cu, Al चे प्रमाण जितके कमी असेल तितके चांगले.

स्क्रूच्या उत्पादनातील दुसरी प्रक्रिया म्हणजे वायर रेखांकन प्रक्रिया.वायर ड्रॉइंग प्रक्रियेचा उद्देश आम्हाला आवश्यक असलेला वायर व्यास (उदा. 3.5 मिमी पर्यंत वायर ड्रॉइंग) साध्य करणे आहे.
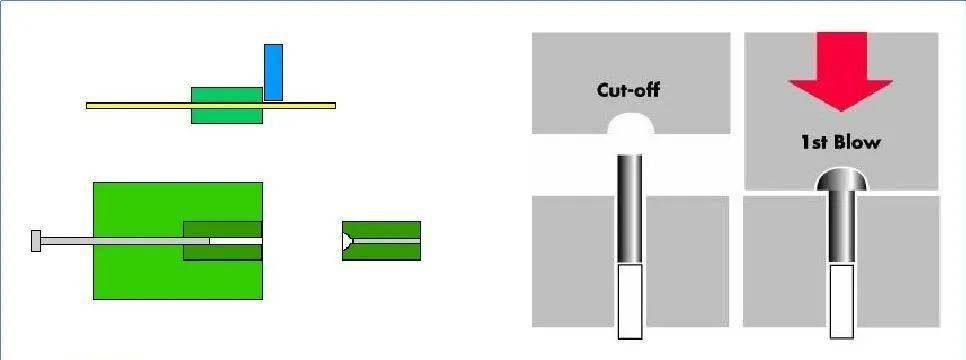


तिसरी प्रक्रिया म्हणजे कोल्ड हेडिंग (शीर्षक) प्रक्रिया.आकार देण्यासाठी डायजमधील परस्परसंवादाद्वारे, प्रथम वायर कापून, स्क्रू ब्लँक्समध्ये अपसेट करणे, डोके तयार करणे, क्रॉस ग्रूव्ह (किंवा इतर हेड प्रकार) धागा रिक्त व्यास आणि रॉडची लांबी, डोक्याच्या खाली गोल करणे इ.
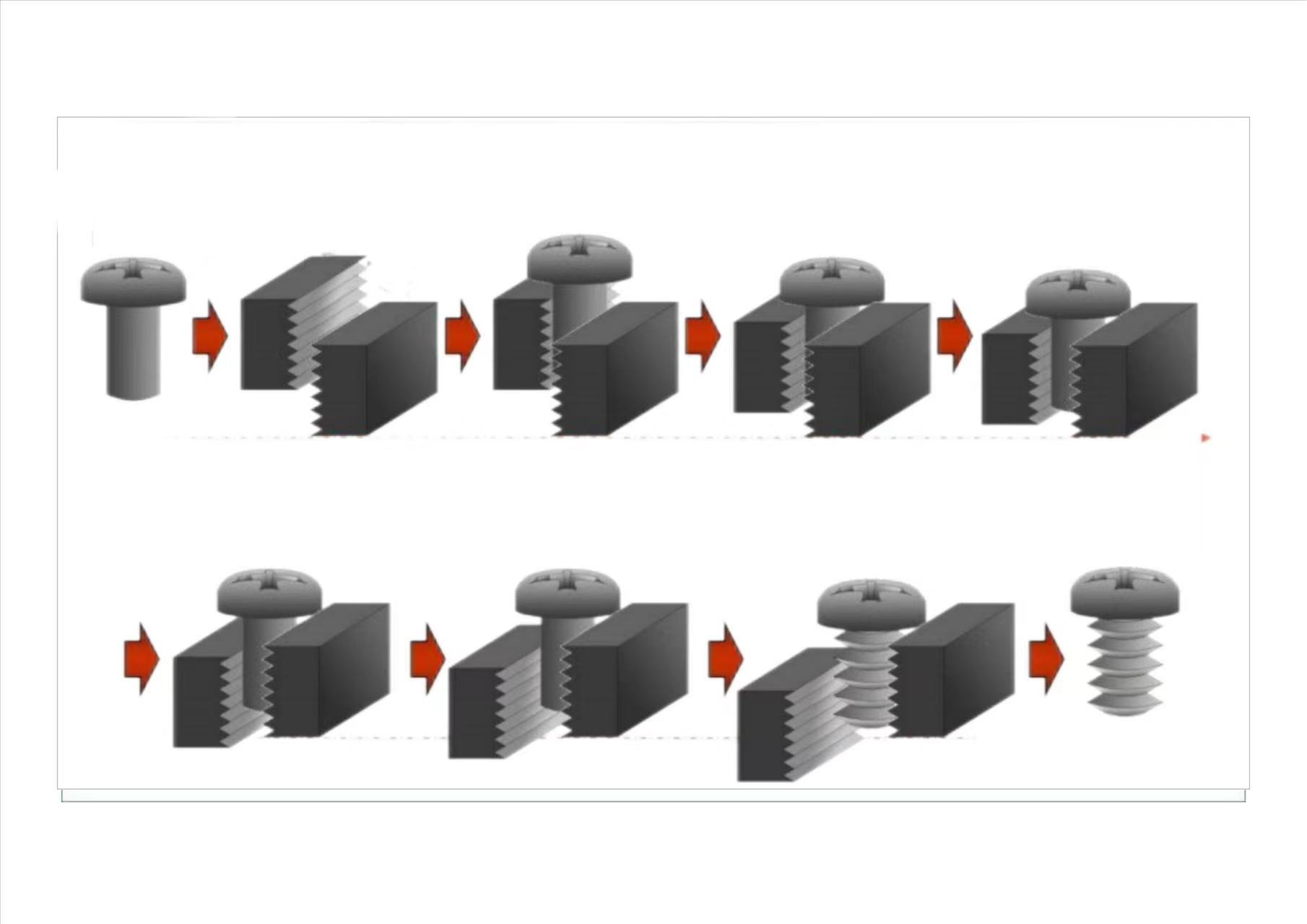
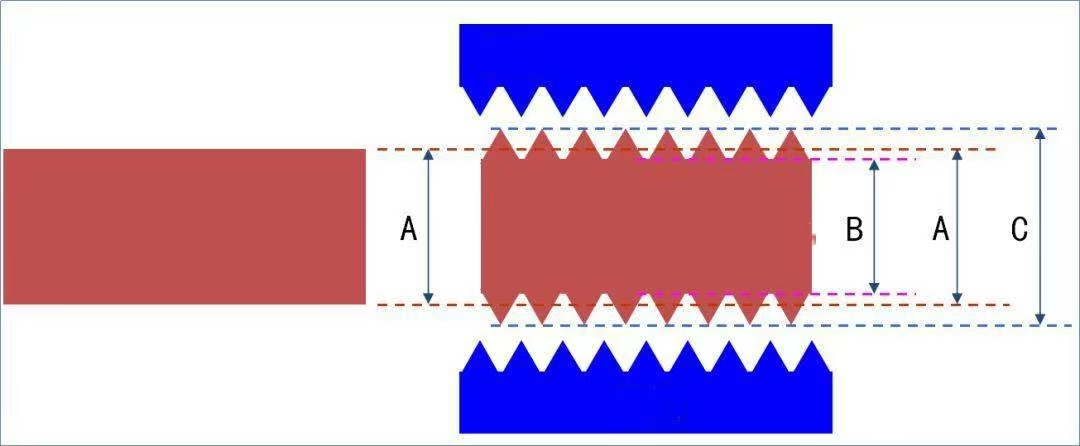

थ्रेड रोलिंग प्रक्रिया ही उत्पादनाची चौथी प्रक्रिया आहे.कोल्ड हेडिंग ब्लँक्समधून थ्रेड बाहेर आणले जातात आणि थ्रेड पॅटर्न जंगम आणि स्थिर टूथ प्लेट्सच्या परस्परसंवादाने तयार होतो.

5, उष्णता उपचार प्रक्रिया
01. उद्देश:
उच्च कडकपणा आणि ताकद मिळविण्यासाठी कोल्ड हेडिंग प्रक्रियेत स्क्रू बनवणे
02. भूमिका:
धातूचे स्व-टॅपिंग लॉकिंग साध्य करण्यासाठी
धातूच्या भागांचे यांत्रिक गुणधर्म सुधारा, जसे की टॉर्शन, तन्य, पोशाख प्रतिरोध
03. वर्गीकरण:
A. एनीलिंग: (700 ℃ x 4hr): लांबलचक संस्था - ऑर्थोगोनल पॉलीगोनायझेशन.
B. कार्ब्युरिझिंग हीट ट्रीटमेंट (कमी कार्बन सामग्री असलेल्या धातूच्या सामग्रीसाठी, पृष्ठभागाची कडकपणा सुधारण्यासाठी धातूच्या भागांमध्ये कार्बन जोडणे)
C. टेम्परिंग हीट ट्रीटमेंट (धातूमध्ये कोणतेही घटक जोडले जात नाहीत, चांगले यांत्रिक गुणधर्म मिळविण्यासाठी तापमानातील बदलामुळे धातूची अंतर्गत रचना बदलली जाते) ऑस्ट्रेलियन बाजारपेठेसाठी, आमच्याकडे मजबूत आत्मविश्वास, उत्कृष्ट विदेशी व्यापार सेल्समन, विविध प्रकारचे उत्पादनांची, कारखाना म्हणून, उत्पादन वितरण आणि गुणवत्तेवर कठोर नियंत्रण, एक निर्लज्ज संघ, इत्यादी, ही कारणे आहेत आम्ही ऑस्ट्रेलियन मार्केट चिप्ससाठी स्पर्धा करतो.
अंतिम प्रक्रिया पृष्ठभाग उपचार प्रक्रिया आहे, ज्याला प्लेटिंग देखील म्हणतात.प्लेटिंग केल्यानंतर, उत्पादनाची पृष्ठभाग इच्छित रंग प्रभाव आणि पृष्ठभाग विरोधी ऑक्सिडेशन प्लेटिंग प्रभाव दर्शवू शकते.

XINRUIFENG फास्टनरची मुख्य उत्पादने तीक्ष्ण-बिंदू स्क्रू आणि ड्रिल-पॉइंट स्क्रू आहेत.
शार्प-पॉइंट स्क्रूमध्ये ड्रायवॉल स्क्रू, चिपबोर्ड स्क्रू, सेल्फ-टॅपिंग स्क्रू, सीएसके हेडचे प्रकार, हेक्स हेड, ट्रस हेड, पॅन हेड आणि पॅन फ्रेमिंग हेड शार्प-पॉइंट स्क्रू समाविष्ट आहेत.
ड्रिल-पॉइंट स्क्रूमध्ये ड्रायवॉल स्क्रू ड्रिल पॉइंट, सीएसके हेड सेल्फ ड्रिलिंग स्क्रू, हेक्स हेड सेल्फ ड्रिलिंग स्क्रू, ईपीडीएमसह सेल्फ ड्रिलिंग स्क्रूसह हेक्स हेड;पीव्हीसी;किंवा रबर वॉशर, ट्रस हेड सेल्फ ड्रिलिंग स्क्रू, पॅन हेड सेल्फ ड्रिलिंग स्क्रू आणि पॅन फ्रेमिंग सेल्फ ड्रिलिंग स्क्रू.
उत्कृष्ट गुणवत्ता, स्पर्धात्मक किंमत आणि वेळेवर वितरण हे आमच्या यशाचे तीन स्तंभ आहेत.आणि आम्ही दीर्घकालीन भागीदारी स्थापन करू इच्छितो आणि आमच्या सर्व क्लायंटसह विजय मिळवू इच्छितो.
पोस्ट वेळ: जून-28-2023